
薄壁不锈钢管卡压连接施工工艺及全部流程
一、施工工艺流程
支吊架安装→管道安装→不锈钢管道与阀门及其他管材连接→安装完成后的检查→试压
二、施工要点
(1)支吊架安装
不锈钢给水管道应合理配置伸缩补偿装置与支架(固定支架和活动支架),以控制管道的伸缩方向或补偿。公称直径不大于25mm的管道安装时,可采用塑料管卡。采用金属管卡或吊架时,金属管卡或吊架与管道之间应采用塑料带或橡胶等软物隔垫。明装管道的活动支架采用不锈钢支架或管卡。
支、吊架的安装应平整牢固,与管道接触紧密。管道与设备连接处,应设置独立支、吊架。
系统管道机房内总、干管的支、吊架,应采用承重防晃管架;与设备连接的管道管架需要有减震措施。
薄壁不锈钢管固定架宜选择在变径、分支、接口及穿越承重墙、楼板的两侧等处,固定架最大间距不宜大于15m。横管吊架(托架)应设置在接头两侧和三通、四通、弯头、异径管等管件的上下游连接接头的两侧,吊架(托架)与接头的净间距不宜小于150mm和大于300mm。
不锈钢管支承件的最大间距如下表所示:
| 公称管径 (mm) | 10~15 | 20~25 | 32~40 | 50~65 | |
| 支架的最大间距 (m) | 立管 | 1.5 | 1.5 | 2.0 | 2.5 |
| 横管 | 1.0 | 1.0 | 1.5 | 2.0 | |
(2)管道安装
薄壁不锈钢卡压式管件端口部分有环状U形槽,且槽内装有O型橡胶密封圈,安装时用专用卡压工具使U形槽凸部缩径,使薄壁不锈钢管道、管件承插部位卡成六角形。
卡压连接要求配管、管件轴向旋转30°~90°后再压紧第二次。
安装具体步骤如下:
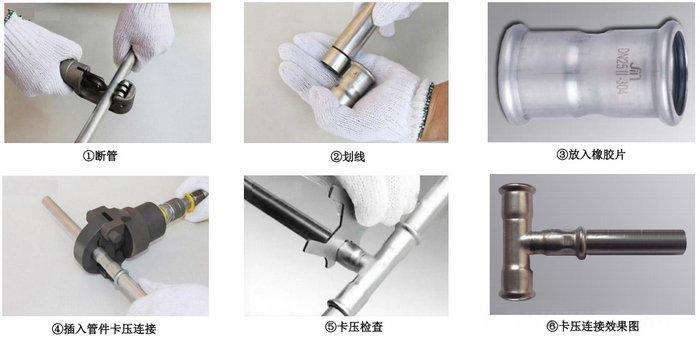
切管:使用切管设备切断管子,为避免刺伤密封圈,使用专用锉刀将毛刺完全除净,将密封橡胶圈放置适当位置;
画线:使用画线器在管端画标记线一周,做记号,以保证管子插入深度正确;
插管:将管子笔直地插入挤压式管件内,注意不要碰伤橡密封圈,并确认管件端部与画线位置的距离,公称直径10~25mm时为3mm;公称直径32~100mm时为5mm;
封压:把封压工具钳口的环状凹槽与管件端部内装有橡胶圈的环状凸部靠紧,钳口应与管子轴心线垂直,开始作业后,凹槽部应咬紧管件,直到产生轻微振动才可结束挤压连接过程;
确认封压尺寸:用六角量规确认尺寸是否正确,封压处完全插入六角量规即封压正确。
根据管道公称直径选用相应规格型号的卡压钳,卡压钳规格见下表:
| 管道公称直径DN(mm) | 15 | 20 | 25 | 32 | 40 | 50 | 65 | 80 |
| 卡压钳规格 | HYQ20 | HYQ32 | HYQ50 | HYQ100 | ||||
管子插入长度基准值如下表(mm):
| 管径 | 10 | 15 | 20~25 | 32 | 40 | 50 | 65 | 80 |
| 插入长度基准值 | 18 | 21 | 24 | 39 | 47 | 52 | 53 | 60 |
卡压连接技术要求卡压连接技术要求见卡压连接技术参数表:
| 公称直径DN | 管材外径D0 | 密封带长度L | 锁紧槽外径D1 | 密封端外径D2 |
| 15 | 16.00±0.12 | 14.0±1.0 | 15.80~16.30 | 17.10~17.60 |
| 19 | 19.00±0.12 | 14.5±1.0 | 18.80~19.40 | 20.20~20.80 |
| 25 | 25.40±0.15 | 15.0±1.0 | 24.90~25.60 | 26.30~27.00 |
| 32 | 31.80±0.15 | 15.0±1.0 | 31.00~31.80 | 33.10~33.90 |
| 40 | 40.00±0.18 | 19.0±1.2 | 39.20~40.20 | 41.50~42.50 |
| 50 | 50.80±0.20 | 19.0±1.2 | 49.70~50.80 | 52.50~53.60 |
| 65 | 63.50±0.23 | 22.0±1.2 | 61.50~62.80 | 65.00~66.30 |
| 80 | 76.00±0.25 | 22.0±1.2 | 5.80 | 78.20~79.60 |
公称直径65~80mm的管材与管件的卡压连接,除按以上述操作外,还须做二次卡压,二次卡压时,将卡压钳向管材方向平移一个密封带长度,将压块靠近管件密封圈根部,加压至上下压块无间隙。
当卡压连接质量达不到要求时,应成套更换卡压钳模具组件或将模具送修。
卡压不当处,可用正常工具再做卡压,并应再次采用六角量规确认。
水平管道的纵、横方向的弯曲、立管垂直度、平行管道和成排阀门的安装应符合下表的规定:
| 项目 | 允许偏差(mm) | |
| 水平管道纵横方向弯曲 | 每1m | 5 |
| 每10m | 10 | |
| 埋地每10m | 15 | |
| 立管垂直度 | 每1m | 3 |
| 每5-10m | 10 | |
| 高度10m以上,每10m | 10 | |
| 平行管道和成排阀门 | 在同一直线上间距 | 3 |
(3)不锈钢管道与阀门及其他管材连接
薄壁不锈钢管道与阀门、水表、水嘴等的连接采用转换接头,严禁在薄壁不锈钢水管上套丝。
公称直径为15~50mm的管道系统与其它管材连接时应采用卡压连接薄壁不锈钢管专用的转换连接件螺纹连接或法兰连接。
公称直径为65~100mm及以上的管道系统与其它管材连接时应采用法兰连接。
(4)安装完成后的检查
| 序号 | 检查 |
| 1 | 其卡压部位质量应符合表中技术参数要求,并应作如下检查:
密封端压接部位360℃压痕应凹凸均匀; 管件端面与管材结合应紧密无间隙; 管件端面与管材压合缝挤出的密封圈的多余部分能自然断掉或简便去除。 |
| 2 | 如因压块或工具损坏造成卡压不到位,应用正常工具再做一次卡压,并应再次检查压接部位质量。 |
| 3 | 当与过渡螺纹接头连接时,应在拧紧螺纹后再进行一次卡压。 |
| 4 | 公称直径65~100mm的管材与管件的卡压连接,除按以上述操作外,还须做二次卡压,二次卡压时,将卡压钳向管材方向平移一个密封带长度,将压块靠近管件密封圈根部,加压至上下压块无间隙。按本条再进行一次卡压操作。 |
(5)试压
试验压力通常为管道系统工作压力的1.5倍,且不得小于0.6 MPa。 若工作压力超过1.0 MPa,试验压力则为工作压力+ 0.5 MPa。
对于常见的薄壁不锈钢卡压管道,其最大工作压力通常为1.6 MPa,因此其试验压力一般为2.4 MPa。例如,DN65的管道卡压连接后,水压试验压力需达到2.45 MPa。

【太阳能热水系统、空气能热泵厂家直销】
专业承接(空气能、太阳能)热水、采暖、烘干工程
设计:酒店、宾馆、泳池、浴场、宿舍、会所、工地等商用热水工程方案;销售:空气能热水器、太阳能热水器;安装:太阳能热水系统、空气能热水系统;维护:太阳能、空气能热水工程维护与维修。
 加微信咨询
加微信咨询