
PPR管热熔连接施工工艺
一、施工工艺流程
测量放线→预制加工→管道敷设→管道连接→卡件挂定→压力试验→清洗消毒
二、施工要点
(1)测量放线
管道安装应测量好管道坐标、标高、坡度线
管道安装时,应复核冷、热水管的公称压力、等级和使用场合。管道的标识应面向外侧,处于明显位置。
(2)预制加工
管材切割前,必须正确丈量和计算好所需长度,用船笔在管表面画出切割线和热熔连接深度线,连接深度应符合下表的规定:
PPR管热工工艺参数表
| 公称外径(mm) | 热熔深度(mm) | 加热时间(s) | 加工时间(s) | 冷却时间(min) |
| 20 | 14 | 5 | 4 | 3 |
| 25 | 16 | 7 | 4 | 3 |
| 32 | 20 | 8 | 4 | 4 |
| 40 | 21 | 12 | 6 | 4 |
| 50 | 22.5 | 18 | 6 | 5 |
| 63 | 24 | 24 | 6 | 6 |
| 75 | 26 | 30 | 10 | 8 |
| 90 | 32 | 40 | 10 | 8 |
| 110 | 38.5 | 50 | 15 | 10 |
切割管材必须使端面垂直于管轴线。管材切割应使用管子剪、断管器或管道切割机,不宜用钢锯锯断管材。若使用时,应用刮刀清除管材锯口的毛边和毛刺。
管材与管件的连接端面和熔接面必须清洁、干燥、无油污。
熔接弯头或三通等管件时,应注意管道的走向。宜先进行预装,校正好方向,用铅笔画出轴向定位线。
(3)管道敷设
管道安装时,不得有轴向扭曲。穿墙或穿楼板时,不宜强制校正。管道与其他金属管道平行敷设时,应有一定的保护距离,净距离不宜小于100mm。
水平管道纵横方向弯曲,立管垂直度,成排管道安装偏差须满足下表要求:
PPR管安装允许偏差表
| 项目 | 允许偏差(mm) | |
| 水平管道纵横方向弯曲 | 每M管道 | 1.5 |
| 全长25M | ≯25 | |
| 立管垂直度 | 每M管道 | 3 |
| 全长5M | ≯10 | |
| 成排管道 | 在同一直线上间距 | 3 |
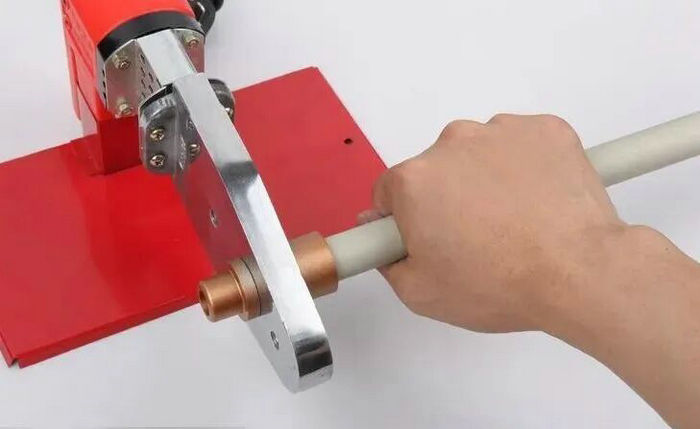
(4)热熔连接
热熔连接应按下列步骤进行:
热熔工具接通电源,待达到工作温度(指示灯亮)后,方能开始热熔。
加热时,管材应无旋转地将管端插入加热套内,插入到所标识的连接深度;同时,无旋转地把管件推倒加热头上,并达到规定深度的标识处。加热时间必须符合《PPR管热工工艺参数表》的规定。
达到规定的加热时间后,必须立即将管材与管件从加热套和加热头上同时取下,迅速无旋转地沿管材与管件的轴向直线均匀地插入到所标示的深度,使接缝处形成均匀的凸缘。
在规定的加工时间内,刚熔接的接头允许立即校正,但严禁旋转。
在规定的冷却时间内,应扶好管材、管件,使它不受扭、弯和拉伸。
(5)卡件固定
管道安装时,宜选用管材生产厂家的配套管卡。
管道安装时必须按不同管径和要求设置支架、吊架或管卡,位置应准确,埋设应平整牢固。管卡与管道接触紧密,但不得损伤管道表面。
采用金属支架、吊架或管卡时,宜采用扁铁制作的鞍形管卡,并在管卡与管道间采用柔软材料进行隔离,不宜采用圆钢制作的“U”形管卡。
固定支架、吊架应有足够的刚度,不得产生弯曲变形等缺陷。
管道与金属管配件连接部位,管卡或支架、吊架应设在金属管配件一端。
立管和横管支架、吊架或管卡的间距,不得大于下表的规定:
冷水管支架、吊架最大间距
| 公称外径(mm) | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 |
| 横管 | 0.40 | 0.50 | 0.65 | 0.80 | 1.00 | 1.20 | 1.30 | 1.50 | 1.60 |
| 立管 | 0.70 | 0.80 | 0.90 | 1.20 | 1.40 | 1.60 | 1.80 | 2.00 | 2.20 |
热水管支架、吊架最大间距
| 公称外径(mm) | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 |
| 横管 | 0.30 | 0.40 | 0.50 | 0.65 | 0.70 | 0.80 | 1.00 | 1.10 | 1.20 |
| 立管 | 0.60 | 0.70 | 0.80 | 0.90 | 1.10 | 1.20 | 1.40 | 1.60 | 1.80 |
三通、弯头、接配水点的端头、阀门、穿墙(楼板)等部位,应设可靠的固定支架。用作补偿管道伸缩变形的自由臂不得固定。

【太阳能热水系统、空气能热泵厂家直销】
专业承接(空气能、太阳能)热水、采暖、烘干工程
设计:酒店、宾馆、泳池、浴场、宿舍、会所、工地等商用热水工程方案;销售:空气能热水器、太阳能热水器;安装:太阳能热水系统、空气能热水系统;维护:太阳能、空气能热水工程维护与维修。
 加微信咨询
加微信咨询