
薄壁不锈钢管(环压)连接施工工艺标准
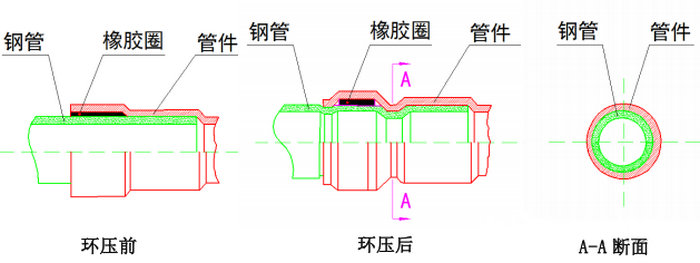
环压连接示意图

环压连接效果图
工艺流程(环压):
施工准备——断管——划线——安橡胶圈——插入管件——环压连接——环压检查——成品保护
工艺做法:
环压连接:采用专用工具钳进行环压,当环压工具钳口的记号面与管件外端面一致时进行环压,当上下模具与环压垫片接触时卸压,将工件与钳头相对旋转>15°再进行第二次环压,环压到位后稳压≥3秒后卸压。
质量标准:
1.不锈钢管道组成件要符合设计要求,并有产品合格证和质量证书。
2.不锈钢管材应采用机械或等离子切割的方法断管,严禁采用砂轮机等会产生高温的工具断管。断面平齐,无裂纹。
3.转换螺纹连接头时,应拧紧螺纹后进行环压。
4.管材插入管件时必须保证插入到管件底部,橡胶圈上不允许有沙粒、油污和破损。
写在最后:以上就是关于薄壁不锈钢管(环压)连接施工工艺标准 的相关内容,希望能对大家有帮助!
想了解更详细的相关内容,扫码↓↓↓↓↓↓↓↓↓↓↓↓加微信咨询

【太阳能热水系统、空气能热泵厂家直销】
专业承接(空气能、太阳能)热水、采暖、烘干工程
设计:酒店、宾馆、泳池、浴场、宿舍、会所、工地等商用热水工程方案;销售:空气能热水器、太阳能热水器;安装:太阳能热水系统、空气能热水系统;维护:太阳能、空气能热水工程维护与维修。
薄壁不锈钢管(卡压)连接施工工艺标准
« 上一篇
2026年1月24日 上午8:10
薄壁不锈钢管(焊接)连接施工工艺标准
下一篇 »
2026年1月24日 上午8:10
 加微信咨询
加微信咨询